Nitinol Stents oxide removal - electropolishing - passivation.
Nitinol stents that come from laser-cut machines, are covered by thick oxides. Under the oxide the metal surface is rough. In order to be approved for medical use, the stents have to pass the ASTM F2129 test.
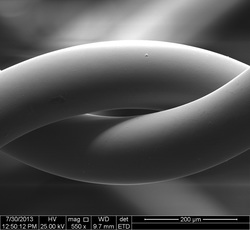
The woven design nitinol stents (wire-knitted, braided) are electropolished by NiTI-Knit processing. There is no need to remove heat-treated oxides prior to electropolishing - everything will be done in a single step. The advantages are significant - if the etching solution is out of balance, permanent damage to the nitinol surface can happen, and time-consuming visual inspection is required prior to electropolishing.
In NiTi-Knit electropolishing processing the oxide-removal and electropolishing happen in a single tank under electrical current, thus the stent surface is always in the passive stage, when no damage or hydrogen saturation is possible.
The electropolishing equipment is basic, and the process is foolproof, with wide temperature range. Many stents can be electropolished simultaneously. Stents with complex wire-knit configurations, long narrow stents or stents knitted from very thin wire are finely electropolished. No residue is left in-between interconnected areas. It is not required to stretch the stent on the holder (in order to reach for the inner areas in-between tightly connected wires). Also the locations where the anode touches the nitinol wire, is also finely polished, without visible spots of contact.
Depending on initial surface quality and oxide thickness, as low as 0.5% of material removal is possible. On average the removal rate is 1-4%.
The mechanical properties of the nitinol wire remain intact after electropolishing.
After rinsing the stents are passivated. All stents pass the corrosion test according to ASTM F2129.
If you are interested in setting up the electropolishing line, please call or email us.
